【材料资讯】钛钢复合板对接焊接要素
2024.07.16
一、摘要
钛/钢复合板是由钛板与钢板以层状方式组合而成的一类先进金属层状复合材料,兼具钛的优良耐腐蚀性能和钢的高强度、低成本的特点,在石化、电力、盐化工、交通运输、海水淡化、海洋工程等领域应用广泛。随着钛/钢复合板的应用领域不断拓展,钛钢复合板的组队焊接的正确性直接影响到设备后期在复杂工况的使用寿命,本文就钛钢复合板如何焊接做如下几点阐述。
二、焊接方法
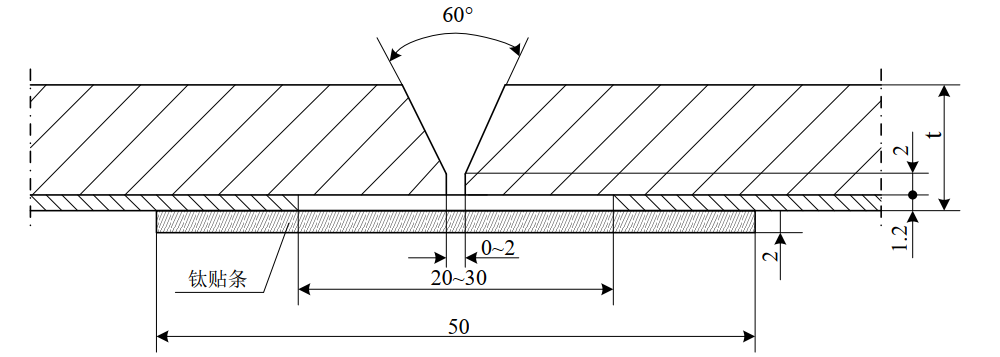
1、坡口形式
2、焊接顺序
焊缝及焊缝四周200mm清理 定位焊接
定位焊接 基层焊接
基层焊接 贴条焊接
贴条焊接
3、焊接注意事项
3.1 焊接环境应保持清洁,无灰尘和烟雾,相对湿度应不大于 80%,焊缝周围 100mm 范围内,温度不低于 15℃。
3.2 基层焊接宜采用小电流焊接,防止热量过高导致钛面氧化及钛层受热不均匀分离,层间温度最佳控制在150℃以下。
3.3 焊丝、坡口表面及其内侧 20mm 范围应进行表面清洁。不得强行组对,定位焊缝不应有裂纹、气孔、夹渣等缺陷。同一部位焊缝返修次数不得超过 2次,并采用渗透(PT)检测。
3.4 焊接人员必须经过专业培训及考试合格取证人员,具体要求见GB/T13149 附录A。